八. 造邊
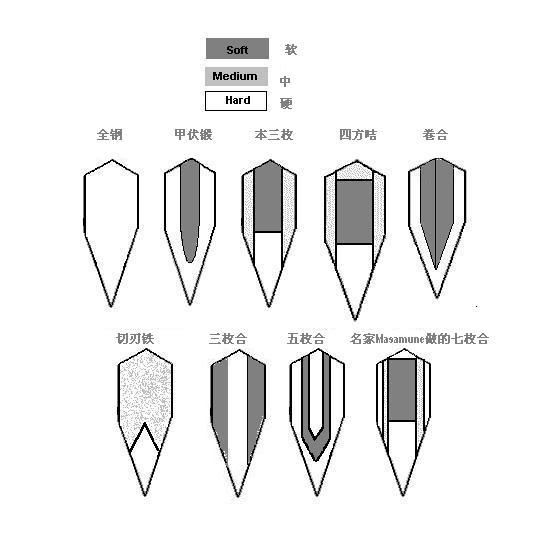
造出刀身內部的結構,各刀工派系的不同和玉鋼練出的純度,也會決定造邊的各種不同的型式,說簡單一些就是將鍛鍊好的皮鐵包覆鍛鍊好的芯鐵。各構造和方法如下:
(造邊的種類)
'700')this.height='700';" border=0>
以下為甲伏鍛的一種實際情況:
'700')this.height='700';" border=0>

'700')this.height='700';" border=0>

'700')this.height='700';" border=0>
九. 素延
將造邊確定完成的鐵,放回爐中,等到在結晶紅熱溫度,開始經過反覆的鍛鍊始其延展逐漸行成刀體,素延的過程中,必須謹慎小心以免造成刀體的缺陷。
'700')this.height='700';" border=0>

'700')this.height='700';" border=0>
'700')this.height='700';" border=0>
十. 切先製作
將素延好的刀體,作出適合的刀尖,切先的方向大多會以造邊的晶粒流線先截短一段候逐漸鍛出,這個加工方法可以確保晶粒流線的完整性,更進一步確保切先的強度。

'700')this.height='700';" border=0>

'700')this.height='700';" border=0>
十一. 火造
刀匠開始繼續精鍛刀體結構,從切先造好之後開始,會開始確定後逐漸一面加熱,加熱至特定白熱溫度後刀匠會使用小槌,鍛造出鎬和地,刃先的好壞有一部分也看此。
'700')this.height='700';" border=0>

'700')this.height='700';" border=0>

'700')this.height='700';" border=0>
十二. 燒入
一把刀的好壞和成色,最主要就是看這裡,通常會把火造完成的刀體先進行大體上的粗研磨,之後就會開始覆上燒刃土,只露出刃或是預先急冷淬火的部位。關於燒刃土的覆蓋法,各刀工有各刀工有不同的燒刃法,在覆蓋燒刃土的土質上也有不同的出入,以日本作古老的大和傳為例子,至少會蓋上3種不同的燒刃土,進行燒刃工作,覆蓋燒刃土最主要的目的是要使刀體本身在淬火的過程中,緩慢冷卻,不同的土就會造成不同的冷卻速度,沒有覆蓋燒刃土的刃部或其他部位就會因急速冷卻變成高硬度的麻田散鐵系組織,這個步驟可以說是日本刀的靈魂所在,最後可以充分達到刀體強韌刀刃堅硬,此為日本刀的一種最大的特色。
燒刃時,刀匠會把塗好燒刃土的刀進一步的丟回爐火中,等到特定的紅熱溫度(這個都是刀工的實力,各派刀公不喜在使用精密的溫度儀器作量測)刀匠就會把刀體從爐火中取出,放進各自流派中所調整好特定溫度的水或是油中,進行淬火(燒刃)的工作,此時露出的刃部,會因為急速淬火,而產生高硬度的麻田散鐵組織,同時刀體也因為燒刃土的成分和厚度不同,金屬晶粒也開始因為冷卻速度的不同,和析出結晶的不同,開始收縮翹曲,之後就形成了日本刀特有的弧度(反),若是脆火溫度判定錯誤,就會造成胡亂翹曲,前面辛苦的心血會全部化為泡影,不同的刀工流派也有不同的反法,也因此這樣燒刃土才會有不同的塗法和材質,析出的麻田散鐵共析鋼組織顏色會以白色呈現在刀體上,及為日本刀的刃文,各種不同刀工流派都習慣用不同的刃文,在山城刀和備前刀中有一種在刀體上完全平直的刃紋,稱作直刃,其餘流派刀工所造出的刃文稱為亂刃(亂刃還有細部區分在此無法一一詳述),刃紋的成色不但影響刀體本身的強度,同時也是一把日本刀美術價值的最主要關鍵所在。
附帶一提,塗上燒刃土這個步驟也不是隨便亂塗一通,刀匠會把火造好又粗磨過的刀體,在一張宣紙上1:1的呈現後,先進行刃文製圖,隨後再參照圖面進行燒刃土塗刀的作業,因此刃文會和工作圖上的近似度100%相同。該刃文圖會在刀造好後,繳交當地教育委員會,作正式刀工作品的新刀建檔資料工作,古代據說相同,只是建檔的單位是幕府,將來更是鑑定真偽或者出版圖鑑的依據。
這裡的照片為了使各位看全體圖因此使用短刀的照片展示。
燒刃土調製和工具
'700')this.height='700';" border=0>
1:1的工程製圖
'700')this.height='700';" border=0>
'700')this.height='700';" border=0>
燒入實景

'700')this.height='700';" border=0>

'700')this.height='700';" border=0>
十三. 合取
即為回火,淬火後的刀,由於刀體本身金屬晶粒收縮翹曲,因此就會產生金屬淬火過後的重大缺陷,稱作熱應力集中,這個現象是造成日後刀體本身內部構造發稱晶界滑移,或是經過撞擊後產生魔線,造成日後受到衝擊後折斷的現象,為了解決這個情形,因此就要實施合取(回火)的動作,將燒刃過後的刀重新置回火床上,經過一短暫的特定時間和溫度,立即取出刀體,完成回火之動作,否則過度的回火史晶粒過度粗大化,將會使之前燒刃的步驟前功盡棄。回火之後不但可以消除熱應力集中同時可以讓刀體某些不完全變態之麻田散鐵組織變成沃斯田鐵組織,進一步增加刀體的強韌性。

'700')this.height='700';" border=0>
十四. 鍛冶研
合取完畢的刀體,其實已經是完工九成的日本刀,接下來刀匠會先作一次粗研磨,這個研磨就稱作鍛冶研,隨後就將刀送交給專門研磨的研磨師,刀匠的任務已經完成,美術價值的研磨工作就交給到研磨師。
十五.確定中心 切銘
研磨完成的刀,隨後刀匠會在中心的位置造出濾目,並且切上自己身為正式刀工的銘文,隨後將刀子教教育委員會登記,領取登陸免許証。
結語
以上就為日本刀的製造法,日本的的鍛冶時間不定,要視氣候.溫度.溼度.刀匠本身身心狀況,的因素而定,也因此一把日本刀鍛造之時間由1~3個月不等,因各因素而異。此外日本氣候受黑潮之影響,也因此濕氣的控制和時間巧妙交換的關係也是一位成功刀匠所需要拿捏的功夫,最後發這篇文章不是要說明日本刀有多麼的優秀和獨一無二,事實上折返鍛鍊這樣的古代工藝水平,中國有!歐洲有!!中東也有!!!,折返鍛鍊是古代材料處裡的一個里程碑,但不是說有折疊就一定好,筆者文中就談過許多的熱應力問題和材料處理困難的問題,因此也不可說有折疊的兵器物理性能上是差不多的,問題就出在怎麼折?如何折?怎麼造邊?用什麼樣的材料來造邊??這種武器生產的材料處理程序,這樣子的問題問題仍是現代的國防工業機密,在擁有精密儀器的現代都已經是這樣的難事,更何況是需要憑經驗和時間累計的古代,這樣的古代國防科技值得我們深思以及研究。

